
PVC Figure Paint Defects, Color Transfer, and Flash: How to Set Mass-Production Inspection Standards

1. There Is No Single Universal Acceptance Limit for PVC Figures
There is no publicly available numerical limit that applies to every PVC figure, brand, price range, and target market. Required quality varies with sculpt complexity, finish, retail positioning, intended age group, and customer expectations.
In practical OEM production, acceptance decisions should combine an approved master sample with a project-specific visual inspection standard. A useful standard defines where a defect appears, how visible it is, and under which inspection conditions it must be evaluated.
2. Fix the Inspection Conditions and Zone Ranking First
Lighting, viewing distance, angle, and assembly condition can change the result. Define them before mass production.
- Viewing distance: approximately 30 cm for normal visual inspection, with close inspection when required
- Lighting: uniform color-evaluation lighting with project-wide illuminance and color temperature
- Angle: check the front and rotate between approximately 0° and 45° for reflections and surface steps
- Condition: distinguish completed assembly, accessory-fitted, pre-packing, and post-packing inspection
- Reference: keep the approved master, limit samples, and color standard available at the inspection station
Example zone ranking
Critical appearance zones
Face, eyes, mouth, exposed skin, chest, and main front decoration.
Normally visible zones
Hair, costume, arms, legs, weapons, and the upper surface of the base.
Low-visibility zones
Back, underside, hidden joints, and surfaces concealed after assembly.
3. Inspection Criteria for Molding Flash and Parting Lines
Flash is excess PVC around mold joints, parting lines, and openings. It may affect appearance, safety, assembly, paint integrity, and packaging.
| Decision | Zone A | Zone B | Zone C |
|---|---|---|---|
| Potentially acceptable | A very small, smooth line that is not visually distracting and does not catch a fingertip | A minor line following the sculpt and not visible at the normal distance | A non-sharp projection that does not interfere with assembly or placement |
| Reject examples | Projections on the face or skin, continuous flash, or a step that changes the outline | A clearly tactile step, cracked paint around the joint, or a visually obvious seam | Assembly interference, unstable placement, or damage to protective packaging |
| Immediate reject | Any sharp flash, point, or chipped edge that may cause injury, regardless of location | ||
A project may start with a proposal such as “0.1 mm or less in critical zones,” but the measurement position, method, and limit sample must be defined together. Visibility and the approved sample still take priority.
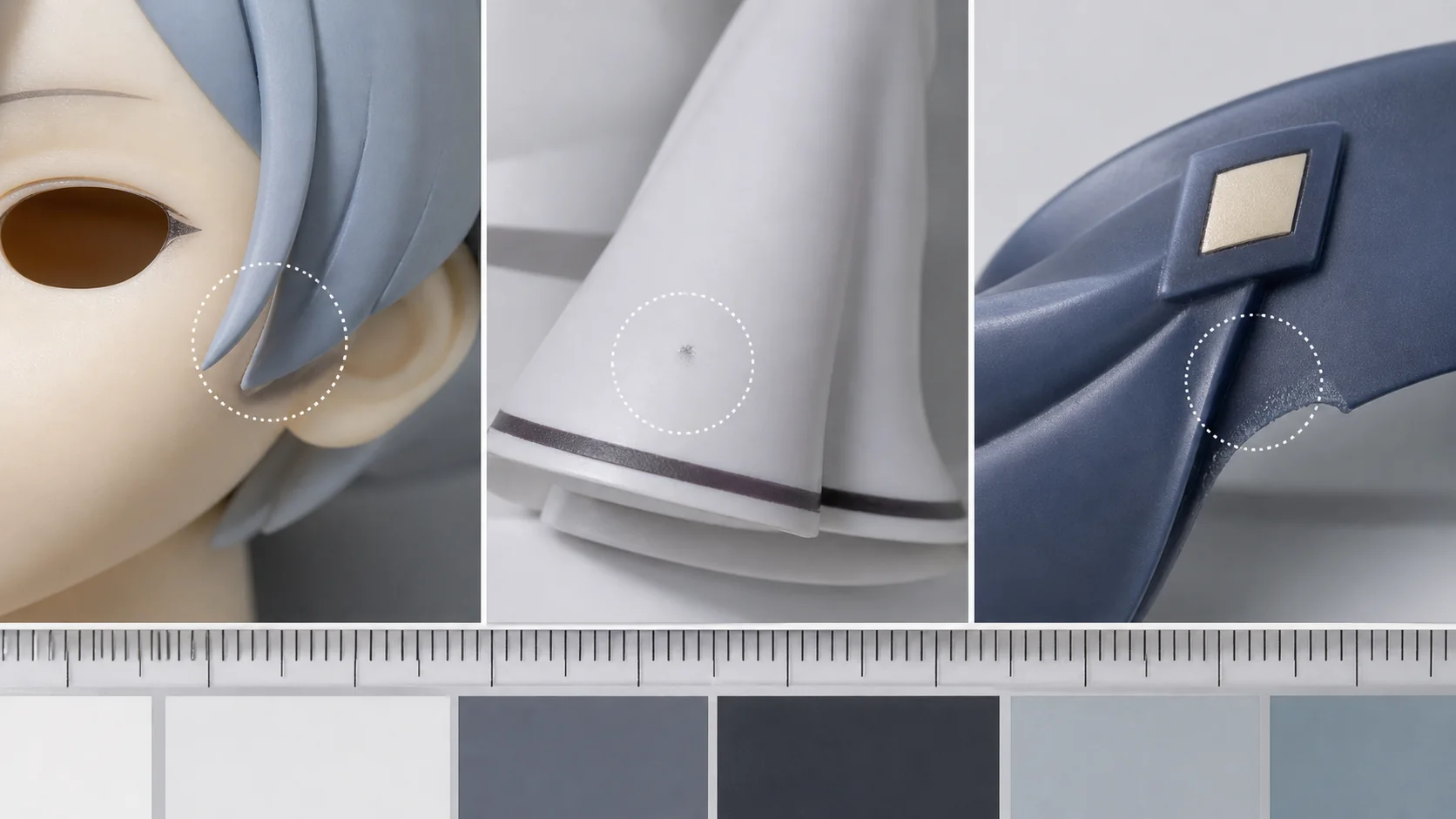
4. Inspection Criteria for Color Transfer
Color transfer occurs when pigment or paint moves from another part, soft PVC, painted surface, or packing material. It is especially noticeable on skin tones, white areas, and pale colors.
Conditions that may be reviewed
- A single faint mark in a low-visibility zone
- Difficult to see at the normal viewing distance
- Completely removable by the approved method without changing gloss or paint
Reject conditions
- Transfer on the face, skin, white, or pale areas
- Multiple marks, broad transfer, or rubbing patterns
- Pigment embedded in grooves or texture
- A contact design that causes the defect to return after packing
Control drying time, part spacing, protective film, individual bags, foam, and backing-card materials. Prevention through contact design is more reliable than wiping defects after inspection.

5. Inspection Criteria for Paint Defects
Paint quality directly affects facial likeness and perceived product value. Eyes, mouth, eyebrows, skin boundaries, and fine decoration lines should be checked for balance and expression as well as dimensions.
| Defect | Inspection focus | Main reject examples |
|---|---|---|
| Paint overflow | Color boundaries, outline, eyes, and mouth | Distorted outline, changed expression, or obvious overflow in a critical zone |
| Missing paint / peeling | Exposed substrate, edges, moving or contacting areas | Exposed material on face or skin, multiple spots, or peeling through the base coat |
| Uneven color / runs | Shade consistency, streaks, and gloss difference | Visible shade difference at normal distance, paint runs, or left-right imbalance |
| Bubbles / pinholes | Critical faces, curves, and glossy areas | Holes changing the outline, repeated defects, or visible defects in critical zones |
| Foreign matter / scratches | Dust inclusions, rubbing, and deep scratches | Scratches through the coating, visible debris, or abrasion affecting gloss |
When color difference is instrument-controlled, fix the measurement position, instrument, illuminant, reference color, and gloss condition. Do not treat one ΔE threshold as an automatic pass for every color or facial part.
6. A Decision Matrix for Borderline Defects
Borderline decisions often involve several minor defects on one part. Combine location, visibility, safety, quantity, and recurrence.
| Factor | More acceptable | More likely to reject |
|---|---|---|
| Location | Underside, back, or concealed after assembly | Face, skin, front, or visible in product photography |
| Visibility | Difficult to recognize at normal distance | Immediately noticeable or changes the outline/expression |
| Touch and safety | Smooth with no catching point | Sharp, pointed, catching, or likely to break |
| Quantity | Single isolated defect | Multiple, continuous, or combined defects |
| Recurrence | Does not return after process correction | Returns because of packing, contact, or tooling |
7. Rework Decisions and Defect Segregation
Rework should be approved only when appearance, strength, gloss, and color return to the agreed standard without creating a new risk.
- Find and isolateSeparate affected units and record lot, process, and quantity.
- Classify the causeIdentify whether molding, painting, assembly, packing, or transport caused the defect.
- Compare with limitsUse the approved master and limit samples to decide pass, hold, or reject.
- Trial reworkTest a small quantity and check whitening, gloss change, coating weakness, and recurrence.
- ReinspectCheck the repaired area, surrounding damage, and final quantity.
- Correct the processUpdate tooling, drying, packing, or work instructions for later lots.

8. Pre-Production Inspection Standard Checklist
- Approved master sample and limit samples are available
- Zone A, B, and C are marked on product images
- Lighting, viewing distance, angle, and inspection time are defined
- Pass and reject photographs exist for paint, transfer, and flash
- Every dimension includes a measurement location and method
- Immediate-reject rules for safety and facial defects are clear
- The combined-defect rule is defined
- Rework, reinspection, and disposal conditions are defined
- Full inspection or sampling is assigned by defect type
- Defect photos, quantities, lots, causes, and corrective actions are recorded
9. Frequently Asked Questions
QIs a defect always acceptable when it is under 0.1 mm?
No. Dimensions support the decision. A visible facial defect or a sharp catching point may still be rejected even below the numerical limit.
QCan the face use a stricter standard?
Yes. Faces, eyes, mouths, and skin are normally assigned to the highest-priority appearance zone.
QIs 100% inspection required?
Consider full inspection for safety, facial appearance, assembly, and color-transfer risks. Other items can use a method based on process capability, lot history, and customer requirements.
QCan wiped color transfer be accepted?
Only when the approved method removes it completely, does not change gloss, paint, or color, and the defect will not recur after packing.
Related Products and Services
Define the Mass-Production Standard Before Tooling and Packing
Share the product specification, quantity, sales format, and critical appearance zones. We can help organize paint, color-transfer, flash, limit-sample, inspection, and packing requirements.
Request a Free Quote or Specification Review