
PVCフィギュアの塗装不良・色移り・バリはどこまで許容?量産検品基準の作り方

1. PVCフィギュアの外観検品に「一律の正解」はない
PVCフィギュアの塗装不良、色移り、バリについて、すべての商品に共通する一律の許容値が公開されているわけではありません。キャラクターの造形、販売価格、対象年齢、仕上げ、販売チャネルによって、必要な品質水準は変わります。
そのため実務では、承認済みのマスターサンプルと、案件ごとの外観検品基準書を組み合わせて合否を判断します。数値だけを置くのではなく、「どこに」「どの程度」「どの条件で見える不良か」を決めることが重要です。
2. まず固定する検品条件と部位ランク
同じ不良でも、照明、距離、角度、確認時間が変わると判定がぶれます。量産前に、最低限次の条件を固定します。
- 視認距離:通常確認は約30cm、必要に応じて近接確認
- 照明:色評価に適した均一な照明。照度と色温度を案件内で統一
- 角度:正面だけでなく0°〜45°程度で反射と凹凸を確認
- 状態:完成組立状態、付属品装着状態、梱包前後を区別
- 基準物:承認サンプル、限度見本、色見本を同じ場所に保管
部位ランクの例
最重点部位
顔、目、口、肌、胸元、正面ロゴ相当の装飾。小さな不良でも商品印象を損ないやすい部位。
一般可視部位
髪、衣装、腕、脚、武器、台座上面。通常の展示状態で見える部位。
非重点部位
背面、底面、接合裏、組立後に隠れる面。安全性と組立性を優先して確認。
3. バリ・分割線の検品基準
バリは、金型の合わせ目、分割ライン、穴周りに発生する余分な突起です。外観だけでなく、安全性、組立性、塗膜割れにも影響します。
| 判定 | A:最重点部位 | B:一般可視部位 | C:非重点部位 |
|---|---|---|---|
| 許容例 | 目視で目立たず、指でなぞって引っ掛からない微小な分割線 | 造形に沿い、通常距離で目立たない軽微な線 | 組立・設置に干渉せず、鋭利でない微小な突起 |
| NG例 | 顔・肌の突起、連続バリ、輪郭を崩す段差 | 触って明確に分かる段差、塗膜が割れた合わせ目 | 組立干渉、設置不良、梱包材を傷つける突起 |
| 即NG | 手を切る可能性がある鋭利なバリ、尖端、欠け。部位を問わず安全判定を優先 | ||
寸法値を設定する場合は、例えば「重点部位0.1mm以下」などを初期案にできますが、測定方法と限度見本を同時に決めます。数値内でも目立つ場合は、承認サンプルと外観要求を優先します。
4. 色移りの検品基準
色移りは、異なる色のパーツ、軟質PVC、塗装面、梱包材が接触し、色素や塗料が別の面へ転写する不良です。肌色、白、淡色パーツでは特に目立ちます。
許容を検討できる状態
- 非重点部位の単発・微小な薄い跡
- 通常距離では視認が難しい
- 安全な指定方法で完全除去でき、艶や塗膜が変化しない
NGとする状態
- 顔、肌、白地、淡色部への転写
- 複数点、大面積、擦れ跡状の転写
- 溝や凹凸に入り込み除去できない
- 梱包後に再発する接触設計
検品だけでなく、乾燥時間、パーツ間隔、保護フィルム、個別袋、スポンジや台紙の材質まで確認します。色移りは「見つけて拭く」より「接触させない設計」が有効です。

5. 塗装不良の検品基準
塗装不良は、顔の再現性と商品価値に直結します。とくに目、口、眉、肌境界、細い装飾線は、寸法だけでなく左右バランスと表情への影響を確認します。
| 不良項目 | 確認ポイント | 主なNG例 |
|---|---|---|
| はみ出し | 色境界、輪郭、目・口周辺 | 輪郭を崩す、表情が変わる、重点部で明確に見える |
| 塗り不足・剥げ | 素地露出、端部、可動・接触部 | 顔や肌の露地、複数点、下地まで達する剥離 |
| ムラ・垂れ | 面内の濃淡、筋、艶差 | 通常距離で色差が分かる、筋状の垂れ、左右差 |
| 気泡・ピンホール | 重点面、曲面、光沢面 | 輪郭を崩す穴、複数発生、重点部で目立つ |
| 異物・傷 | ゴミ噛み、擦れ、深傷 | 塗膜を貫通する傷、目立つ異物、光沢を損なう擦れ |
色差を機器管理する場合も、測定位置、測定機、光源、基準色、艶の影響を揃えます。「ΔEが一定値以内なら必ず合格」とはせず、重要色と顔パーツは目視承認を併用します。
6. 合否を迷わないための判定マトリクス
現場で迷いやすいのは、単独では軽微な不良が複数重なった場合です。次のように、部位、見え方、安全性、再発性を組み合わせて判定します。
| 判定要素 | 合格寄り | 不合格寄り |
|---|---|---|
| 場所 | 底面、背面、組立後に隠れる | 顔、肌、正面、商品写真で見える |
| 見え方 | 通常距離で認識困難 | 一目で分かる、輪郭や表情を崩す |
| 触感・安全 | 滑らかで引っ掛かりなし | 鋭利、尖端、引っ掛かり、破損リスク |
| 数量 | 単発で他の不良なし | 複数点、連続、同一パーツに重複 |
| 再発性 | 工程修正後に再発しない | 梱包・接触・治具により再発する |
7. リワーク可否と不良品の分離フロー
リワークは「直せるか」だけでなく、修正後に外観、強度、艶、色が基準内へ戻るかで判断します。
- 発見・隔離不良品を良品から分離し、ロット、工程、数量を記録。
- 原因分類塗装、成形、組立、包装、輸送のどこで発生したか確認。
- 限度見本と照合承認サンプルと基準書に沿って合格、保留、NGを判定。
- リワーク試験少数で修正し、白化、艶変化、塗膜弱化、再発を確認。
- 再検品修正箇所だけでなく、周辺損傷と数量を再確認。
- 是正・横展開治具、乾燥、包装、作業方法を修正し、後続ロットへ反映。

8. 量産前に共有する検品基準書チェックリスト
- 承認済みマスターサンプルと限度見本がある
- A・B・Cの部位ランクを画像上で指定している
- 照明、視認距離、角度、確認時間を定めている
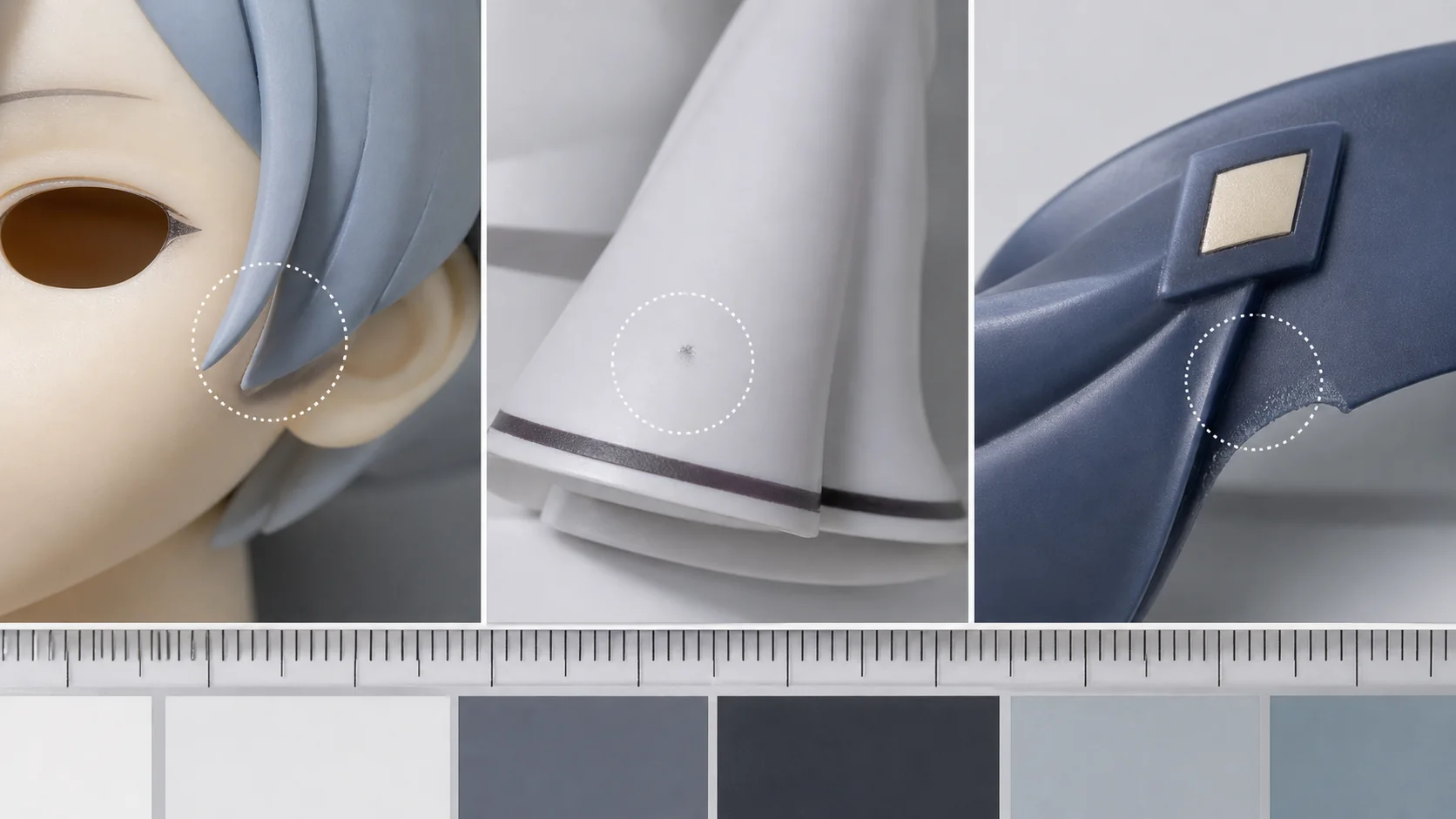
- 塗装、色移り、バリごとのOK・NG写真がある
- 寸法値には測定位置と測定方法が付いている
- 安全不良と顔不良の即NG条件が明確である
- 軽微不良の重複時の総合判定を定めている
- リワーク方法、再検品、廃棄条件を定めている
- 抜取検品か全数検品か、重点項目ごとに決めている
- 不良写真、数量、ロット、原因、是正結果を記録できる
9. よくある質問
Q0.1mm以下なら必ず合格ですか?
いいえ。数値は判定補助です。顔や肌、輪郭上で目立つ場合、安全上の引っ掛かりがある場合は、数値内でもNGにすることがあります。
Q顔パーツだけ基準を厳しくできますか?
可能です。実務では部位ランクを設定し、顔・目・口・肌を最重点部位として別基準にする方法が一般的です。
Q全数検品が必要ですか?
安全不良、顔、組立、色移りなど、流出影響が大きい項目は全数確認を検討します。その他はロット、工程能力、過去実績に応じて検品方式を決めます。
Q色移りを拭き取れば合格にできますか?
指定方法で完全除去でき、艶、塗膜、色が変化せず、再発しないことを確認できる場合に限り、リワーク判定を検討します。
関連する製品・サービス
PVCフィギュアの量産基準を、サンプル段階から整理
仕様、数量、販売形態、重点部位が分かれば、塗装・色移り・バリの判定基準、限度見本、検品方法を案件に合わせて整理できます。
無料見積もり・仕様相談はこちら