
Acrylic Goods Random Packing and Mix Ratio Management OEM
For lottery goods, blind sales, and trading-style acrylic merchandise, we help define SKU sorting, mix-ratio sheets, packing instructions, inspection, packaging, and Japan DDP delivery by project conditions.
What needs to be fixed before random packing starts
Random inclusion is not just putting goods into bags. The sales design, SKU quantities, tolerance, packing order, and carton-level reconciliation should be agreed before mass production.
1. Mix design
Prize tiers, SKU count, total quantity, sales unit, carton unit, tolerance, and recheck conditions are defined by project.
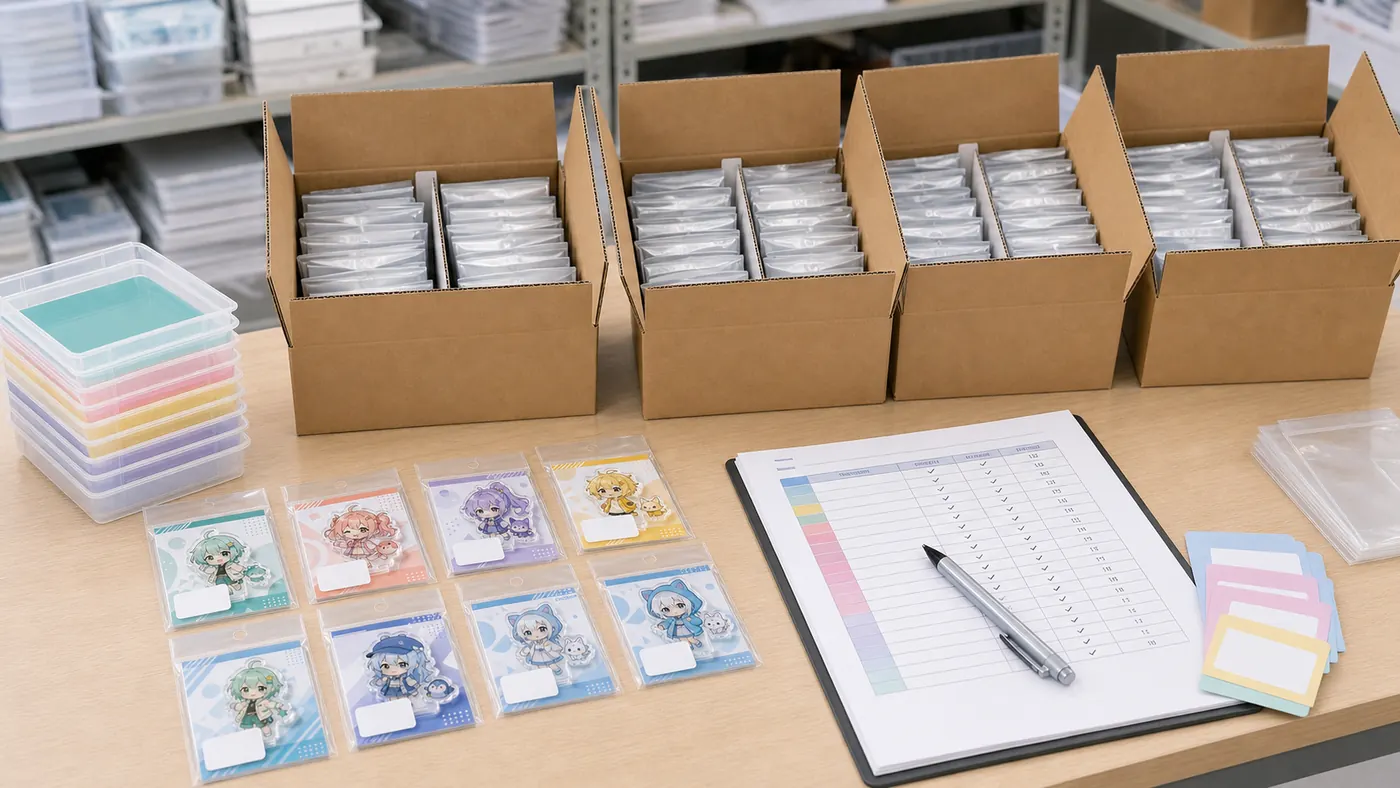
2. SKU separation
Before packing, SKUs are separated by trays, color cards, and work sheets to reduce mix-ups between similar designs.
3. Pre-shipment match
After packing, bag count, carton count, JAN labels, carton labels, and lot records are reconciled and can be reported when needed.
We define what can be confirmed safely for each project
Random packing can directly affect sales claims and buyer trust. Instead of publishing unsupported performance numbers or certification claims, the safer approach is to define what can be confirmed before production: available documents, required checks, inspection scope, packaging rules, and delivery conditions.
Items we can confirm
Standards and regulations: REACH, RoHS, food-contact rules, T/CPQS, or other items can be checked by material and target market when documents are needed.
Factory process: cutting, printing, assembly, packing, inspection, and packaging checkpoints can be defined before mass production.
Report format: photos, quantity sheets, lot notes, Excel files, or PDF summaries can be selected by project requirement.
Buyer problems are converted into pre-production control items
Lottery campaigns, blind sales, event sales, and EC shipments can all suffer when mix ratio, SKU, packaging, carton, and destination rules are unclear. We turn these risks into checkable sheets during quotation and sampling.
| Common issue | Before production | Before shipment |
|---|---|---|
| Mix ratio does not match the sales plan | Prize tiers, SKU quantity, remainder rules, tolerance, and recheck conditions. | Packed quantity, carton unit, and lot-level reconciliation records. |
| Similar artwork or colors are swapped | SKU code, color card, tray separation, work sheet, and packing order. | Double checks before packing, after packing, and after carton packing. |
| The package reveals the content | Bag material, thickness, inner color, backing card, and seal position. | Sample photos, visibility check, seal strength, and JAN placement. |
| Carton label does not match contents | JAN/EAN/UPC data, SKU sheet, carton quantity, destination, and carton number. | Carton label, carton count sheet, shipping documents, and DDP terms. |
Common lottery and blind-sale packing risks are handled before production
Planned mix drifts: total quantity, SKU quantity, carton unit, and remainder handling are fixed before packing.
Similar SKUs are swapped: color variants, expression variants, and backing-card variants are separated and double-checked.
Contents are visible: bag material, inner color, and backing-card use are checked at sample stage.
Cartons or JAN labels mismatch: individual bags, backing cards, JAN labels, carton labels, and quantities are reconciled from one SKU sheet.

Practical mix-rate control for acrylic random packing
Instead of claiming a blanket guaranteed value, we define how to count, what tolerance is acceptable, and what recheck action is needed for each project.
Example control dashboard
Prize tiers, SKU quantity, carton unit, and remainder rules are organized in a sheet.
Sampling, carton-level, or lot-level checks are defined before production.
If agreed tolerance is exceeded, reinspection, correction, and reporting rules are triggered.

| Mix sheet item | What is checked | Safe public wording |
|---|---|---|
| Prize tier and SKU count | A prize, B prize, standard prize, color variants, and artwork variants are separated by SKU. | Managed as a project-specific SKU sheet. |
| Planned quantity and remainder | Total quantity, carton quantity, remainder, spare quantity, and retained samples are confirmed. | Organized down to carton unit before production. |
| Tolerance and recheck rule | Instead of a zero-error guarantee, the trigger for rechecking is agreed first. | Managed by agreed tolerance and reinspection conditions. |
| Shipment report | Photos, Excel files, PDF summaries, or lot notes are selected when required. | Report availability is confirmed by project. |

Blind bags, OPP, and backing cards are selected for the sales format
Transparent OPP, opaque blind bags, backing-card bags, and boxed formats all need different inspection and packing logic. We confirm the choice at sample stage.
Suitable acrylic goods and key checks
| Category | Typical sales format | Key checks |
|---|---|---|
| Acrylic stands and acrylic charms | Lottery prizes, blind bags, boxed sales | Stand base, protective film, bag size, SKU separation by artwork. |
| Acrylic keychains | Random inclusion, event sales, EC sets | Hardware type, OPP direction, backing card, JAN position, hardware scratch check. |
| Acrylic cards and small parts | Trading format, multi-piece sets | Warping, corner chips, print protection, quantity match, in-bag scratch prevention. |
| Can badges and paper card inserts | Lottery prizes, set sales, bonus item inclusion | Material differences, rubbing, in-bag direction, contact surface with acrylic parts, and quantity match. |
| LED bases and mixed goods | Higher-value prizes, boxed sales, EC-limited sets | Electrical part specification, individual protection, packing order, carton markings, and required documents. |
| Full blind-box sets | Boxed random goods, store sales, event sales | Outer box, inner bag, inserted goods, JAN, box-level allocation, and carton allocation are checked together. |
| Mixed merchandise sets | Combination with badges or paper cards | Non-acrylic items are confirmed separately for material, inspection, and packaging rules. |
Checkpoints are separated from specification review to pre-shipment inspection
For random packing, quality control is not limited to the acrylic item itself. Bags, backing cards, packing order, carton count, and shipping documents should be checked under the same project control sheet.
| Stage | Main checks | Random packing focus |
|---|---|---|
| Specification | Drawing, size, thickness, print, hardware, packaging. | SKU count, prize tier, mix sheet, sales unit, destination. |
| Sample | Appearance, dimensions, color, bag material, backing card, JAN position. | Visibility, bag size, backing-card direction, packing order, carton method. |
| Production prep | Approved sample, work instruction, inspection standard. | SKU trays, color cards, mix-ratio sheet, packing responsibility. |
| In-process check | Print, cutting, assembly, bagging, sealing. | Similar SKU separation, in-bag direction, missed sealing. |
| Pre-shipment inspection | Appearance, quantity, packaging, labels, cartons. | Bag count, carton count, JAN, carton label, lot record. |
| Shipment and DDP | Carton number, destination, shipping documents, customs terms. | Destination allocation, carton list, DDP delivery conditions. |
Random-packed goods can be tracked down to the carton unit
We align bag count, inner carton, outer carton, lot, and destination unit so the shipment can be checked by carton. This helps when event venues, warehouses, or EC destinations are split.
From briefing to Japan DDP delivery
Product image, quantity, target destination, and sales format are confirmed first.
Size, thickness, hardware, backing card, bag, and carton conditions are organized.
SKU code, artwork, color, JAN, quantity, and carton quantity are listed.
Prize tier, planned quantity, remainder rule, tolerance, and recheck rule are defined.
Packaging, inspection scope, report needs, and DDP terms are reflected in the quote.
Bag material, visibility, backing card, JAN position, and carton method are checked.
Approved sample, color reference, and packing sample are kept as production references.
Work instruction, packing instruction, inspection standard, and tray separation are prepared.
SKU separation, packing order, bag direction, and sealing are checked during production.
Bag count, carton count, JAN, carton label, and lot record are reconciled.
Carton number, carton list, required documents, and destination allocation are confirmed.
Warehouse, event venue, EC warehouse, and DDP conditions are confirmed by project.

Double checks reduce mix-ups in high-SKU projects
The process should not depend on one operator's memory. SKU sheets, packing sheets, and carton sheets are reconciled under the same rule set, with more checkpoints for color, artwork, or backing-card variants.
Materials that speed up quotation
Artwork data, size, thickness, hardware, backing card, and bag specification.
SKU list, desired mix ratio, total quantity, carton unit, and destination.
JAN/EAN/UPC data, carton label rule, inspection standard, and DDP terms.

Random packing OEM FAQ
How is the random inclusion mix ratio decided?
We confirm prize tiers, SKU count, total quantity, sales unit, and carton unit first. Then we turn the approved plan into a mix-ratio sheet and packing instruction for that project.
Can the mix ratio error be guaranteed as zero?
Mass production should not be described as a zero-error guarantee. We manage it through agreed tolerances, sampling rules, reconciliation steps, and recheck conditions for each lot.
Can you prevent the blind bag contents from being visible?
Yes, this is confirmed at the sample stage through bag material, thickness, inner color, and backing-card use. Opaque or foil-look bags can be selected instead of transparent OPP.
Can JAN labels and carton labels be handled together?
Yes. Based on the supplied JAN/EAN/UPC data, SKU sheet, backing card files, and carton quantity rules, we can output labels, check placement, scan readability, and carton label matching.
Can small random-packing lots be discussed?
Yes. Depending on quantity, SKU count, packing method, and inspection scope, we can use hand packing, jigs, or semi-automated steps. Please share the target quantity and mix table first.
Can you support Japan DDP delivery after packing?
Yes. We can confirm individual packing, carton packing, carton labels, pre-shipment inspection, required documents, and DDP delivery conditions to the designated Japan warehouse.
When should the inspection standard be fixed?
After quotation and before sample approval, we organize checks for appearance, size, print, random packing, packaging, cartons, and labels. This gives both sides a clear basis for pre-shipment inspection.
How do you compare samples with mass-production goods?
The approved sample, color reference, bag specification, backing card, and JAN placement can be kept as production references. In-process and pre-shipment checks then compare mass-production goods against the agreed project standard.
Can specifications and progress be handled in Japanese?
Yes. Japanese communication can be used for specification checks, quotation conditions, revision instructions, and pre-shipment confirmation. Unclear points in artwork or SKU sheets are listed before production.
What lead time should buyers expect?
Lead time depends on quantity, SKU count, bag specification, sample revisions, inspection scope, and DDP terms. We avoid publishing a fixed guarantee and confirm sample and production schedules by project.
Share the mix table and SKU list first, and we can review the packing design faster
Send product images, quantity, SKU count, desired mix ratio, and packaging method. We will organize the mass-production risks and the packaging, inspection, and DDP delivery workflow.